

Машина для литья пластмасс под давлением эффективно преобразует необработанный пластик в точные и сложные формы. Этот процесс даёт значительные преимущества:
- Изготовление сложных деталей с высокой точностью размеров.
- Обеспечение стабильного качества и повторяемости.
- Снижение производственных затрат при крупносерийном производстве.
Передовые разработки, такие как литьевая машина шнекового типа иМашина для литья под давлением винтового типа, улучшают материальный поток и оптимизируют производительность. Кроме того,Двухцилиндровая литьевая машинаиВинтовая литьевая машинадальнейшее повышение эффективности и производительности производственного процесса.
Узел впрыска в шнековую литьевую машину
Узел впрыска в шнековом литьевом прессе играет ключевую роль в превращении сырых пластиковых гранул в расплавленное состояние и их впрыске в форму. Этот узел состоит из трёх основных компонентов: бункера, цилиндра и шнекового механизма. Каждый компонент вносит свой вклад в эффективность и точность процесса литья.
Хоппер
Бункер служит точкой входа для сырья из пластика. Он принимает пластиковые гранулы и подаёт их в цилиндр для дальнейшей обработки. Современные бункеры часто оснащены такими функциями, как системы сушки материала для удаления влаги из гранул, что обеспечивает оптимальное качество расплава. Поддерживая стабильную подачу материала, бункер обеспечивает бесперебойность производственных циклов шнекового литьевого пресса.
Ствол
Барабан представляет собой цилиндрическую камеру, в которой размещается шнековый механизм. Он нагревает пластиковые гранулы до точки плавления, используя несколько зон нагрева. Эти зоны, обычно делящиеся на зону подачи, заднюю, среднюю и переднюю, позволяют точно контролировать температуру, что критически важно для достижения равномерного качества расплава. Правильное распределение температуры внутри барабана предотвращает такие проблемы, как коробление, неточность размеров и деградация материала. Этот тщательный контроль гарантирует, что шнековое литьевое оборудование обеспечивает стабильно высокое качество продукции.
- Правильная температура в зоне ствола имеет решающее значение для эффективной работы.
- Неправильные настройки могут привести к дефектам конечного продукта.
- Современные конструкции повышают энергоэффективность и снижают эксплуатационные расходы.
Винтовой механизм
Винтовой механизм — сердце инжекционного узла. Он вращается внутри цилиндра, перемешивая и расплавляя пластиковые гранулы, одновременно продвигая расплавленный материал. Конструкция винта существенно влияет на процесс плавления и инжекции. Например, стационарныйконструкции винтовУлучшают пластикацию, обеспечивая постоянную нагрузку на сдвиг и объём впрыска. Кроме того, такие элементы, как тарельчатые клапаны, обеспечивают точное управление, мгновенно перекрывая вращение шнека после его остановки.
В полностью электрических литьевых машинах шнекового типа винтовой механизм обеспечивает непревзойденный контроль скорости, давления и позиционирования. Эта точность минимизирует колебания между циклами, обеспечивая постоянную скорость заполнения и размер впрыска. Эти усовершенствования не только улучшают качество расплава, но и повышают общую эффективность процесса литья.
- Интеграция автоматизации и робототехники еще больше увеличивает объемы производства.
- Энергоэффективная конструкция шнеков способствует экономии средств.
- Устойчивое использование материалов соответствует современным производственным практикам.
Узел впрыска шнекового литьевого пресса является примером синергии передовых инженерных решений и точного контроля. Его компоненты работают слаженно, обеспечивая высококачественное, эффективное и надежное производство.
Зажимные и формовочные узлы

Узлы смыкания и пресс-формы являются важнейшими компонентами машины для литья пластмасс под давлением. Они обеспечивают надёжное закрытие пресс-формы во время процесса литья и способствуют формованию точных и высококачественных деталей. Эти узлы состоят из пресс-формы, плит и электропривода, каждый из которых играет свою роль в процессе литья.
Форма
Форма служит полостью, в которой расплавленный пластик принимает форму. Её конструкция напрямую влияет на качество и однородность конечного продукта.Лучшие практики проектирования пресс-формПодчеркните равномерную толщину стенок, чтобы предотвратить появление таких дефектов, как коробление и утяжины при охлаждении. Плавные переходы между разными толщинами, достигаемые с помощью фасок или галтелей, дополнительно повышают структурную целостность.
- Правильная толщина стенок позволяет избежать таких косметических дефектов, как деформация и проседание.
- Прочность конструкции можно повысить с помощью ребер и косынок вместо увеличения толщины.
- Методы планирования экспериментов (DOE) помогают выявлять недостатки на ранних стадиях, обеспечивая оптимальную производительность и надежность.
В литьевой машине шнекового типа точность пресс-формы обеспечивает возможность создания сложных конструкций и соблюдения жёстких допусков. Это делает её идеальным решением для производства сложных деталей со стабильным качеством.
Валики
Плиты — это большие плоские плиты, которые удерживают форму и равномерно распределяют усилие смыкания. Их конструкция и структурная целостность критически важны для поддержания выравнивания формы и обеспечения равномерного давления в процессе литья. К ключевым техническим параметрам, влияющим на эффективность плит, относятся ударная нагрузка, несущая способность и оптимизация конструкции.
| Параметр | Влияние на выравнивание формы |
|---|---|
| Влияние веса | Составляет около 70% общего веса машины, влияет на устойчивость и выравнивание. |
| Экономическое значение | Оптимизация конструкции сокращает расход сырья, повышая экономическую эффективность. |
| Влияние на производительность | Обеспечивает правильное выравнивание формы и равномерное распределение давления, что крайне важно для высококачественного производства. |
| Структурная оптимизация | Улучшает размер, форму и распределение материала для лучшего выравнивания. |
| Несущая способность | Повышает долговечность и способствует выравниванию формы под воздействием эксплуатационных нагрузок. |
В литьевой машине шнекового типа плиты обеспечивают высокую размерную точность деталей. Их прочная конструкция обеспечивает долговечность и стабильную производительность даже при высоких усилиях зажима.
Моторный привод
Электропривод приводит в действие зажимной механизм, обеспечивая точное открытие и закрытие формы. Он играет решающую роль в поддержании скорости и точности процесса зажима.Современные моторные приводы, особенно в полностью электрических машинах, обеспечивают улучшенный контроль усилия смыкания и позиционирования. Такая точность минимизирует износ пресс-формы и сокращает время цикла, повышая общую эффективность.
Энергоэффективные электроприводы также способствуют экономии средств и устойчивому развитию. Оптимизируя энергопотребление, они соответствуют современным производственным практикам, в которых приоритет отдается экологической ответственности. В шнековом литьевом прессе электропривод обеспечивает бесперебойную работу, поддерживая высокоскоростное производство без ущерба для качества.
Кончик:Регулярное техническое обслуживание электропривода может продлить срок его службы и предотвратить непредвиденные простои, обеспечивая бесперебойность производства.
Узлы зажима и пресс-формы являются примером синергии инженерных решений и точности в машинах для литья пластмасс под давлением. Их конструкция и функциональность напрямую влияют на способность машины производить высококачественные детали эффективно и надежно.
Системы отопления и контроля температуры
Эффективные системы нагрева и контроля температуры необходимы для поддержания качества и стабильности процессов литья пластмасс под давлением. Эти системы обеспечивают достижение пластиком нужной температуры плавления и поддержание стабильной температуры пресс-формы на протяжении всего цикла.
Нагреватели бочек
Нагреватели бочекИграют решающую роль в плавлении пластиковых гранул до оптимальной температуры. Они используют несколько зон нагрева для точного контроля температуры, что крайне важно для обеспечения равномерного качества расплава. Эффективное управление температурой повышает энергоэффективность и улучшает качество поверхности формованных деталей.
- Правильный контроль температуры в бочке предотвращает деградацию материала, особенно при длительном времени пребывания.
- Поддержание целевой температуры расплава около 490°F обеспечивает равномерный поток материала и снижает количество дефектов.
- Колебания температуры в бочке могут отрицательно сказаться на качестве продукции, поэтому необходим тщательный контроль.
Современные конструкции барабанов часто оснащаются энергосберегающими нагревательными элементами, что снижает эксплуатационные расходы при сохранении высокой производительности. Эти особенности соответствуют современным производственным практикам, в которых приоритет отдается экологичности и эффективности.
Нагреватели форм
Нагреватели пресс-форм регулируют температуру пресс-формы, обеспечивая стабильное качество деталей и сокращая время цикла. Толщина материала пресс-формы существенно влияет на скорость теплопередачи. Более толстые участки дольше сохраняют тепло, а более тонкие охлаждаются быстрее. Регулировка нагревателей пресс-формы в зависимости от толщины материала предотвращает такие проблемы, как деформация, и обеспечивает равномерное распределение температуры.
Методы научного литья дополнительно оптимизируют работу нагревателей пресс-форм. Эти методики сокращают время запуска, снижают процент брака и повышают стабильность процесса. Поддерживая точную температуру пресс-форм, производители достигают более высокой рентабельности и эффективности.
Механизм контроля температуры
Theмеханизм контроля температурыОбеспечивает стабильность и точность процесса формования. Передовые стратегии, такие как экспертное настраиваемое нечёткое управление, сочетают традиционное ПИД-регулирование с нечёткой логикой для оптимизации температуры цилиндра. Такой подход минимизирует перерегулирование и колебания, повышая общую производительность системы.
| Стратегия контроля | Описание |
|---|---|
| Экспертное регулируемое нечеткое управление | Сочетает экспертное, нечеткое и ПИД-регулирование для повышения стабильности и точности. |
| ПИД-регулирование | Традиционный метод подвержен перерегулированию и колебаниям. |
| Модель предиктивного управления | Отслеживает скорость впрыска, повышая точность процессов формования. |
Модели машинного обучения, такие как алгоритмы случайного леса, также способствуют повышению энергоэффективности, выявляя ключевые факторы, влияющие на потребление энергии. Эти инновации позволяют производителям найти баланс между энергопотреблением и качеством деталей, что дополнительно повышает экологичность процессов литья под давлением.
Гидравлические и управляющие блоки
Гидравлические блоки и блоки управления являются важнейшими компонентами машины для литья пластмасс под давлением. Эти системы работают вместе, обеспечивая точность, эффективность и надежность работы.стабильное качество продукции.
Гидравлическая система
Гидравлическая система обеспечивает движение механизмов впрыска и зажима. Она создаёт усилие, необходимое для впрыска расплавленного пластика в форму и поддержания давления зажима в процессе формования. Гидравлические насосы, клапаны и цилиндры составляют основу этой системы, обеспечивая контролируемую и надёжную работу.
Современные гидравлические системы используют передовые технологии дляповысить эффективностьНасосы переменного объёма регулируют расход в зависимости от эксплуатационных потребностей машины, снижая энергопотребление. Кроме того, пропорциональные клапаны обеспечивают точное управление давлением и расходом, обеспечивая плавность и точность движений. Эти особенности способствуют производству высококачественных деталей с минимальным количеством отходов.
Кончик:Регулярное техническое обслуживание гидравлических компонентов, такое как проверка на наличие утечек и мониторинг качества масла, может продлить срок службы системы и предотвратить простои.
Панель управления
Панель управления – это мозг литьевой машины. Она контролирует и регулирует все функции машины, обеспечивая оптимальную производительность. Оснащённая датчиками, панель управления собирает данные в режиме реального времени о критических параметрах, таких как температура, давление и положение. Например:
- Датчики измеряют и предоставляют обратную связь по температуре и давлению.
- Кольцевые мембранные датчики обеспечивают точное измерение положения с помощью тензодатчиков.
Модели машинного обучения, интегрированные в панель управления, дополнительно расширяют её возможности. Эти модели прогнозируют параметры качества деталей, такие как предел текучести и модуль упругости, оптимизируя параметры процесса для достижения стабильных результатов. Экспериментальные данные подтверждают эффективность этих моделей путём сравнения прогнозируемых значений с фактическими, подтверждая их эффективность в повышении эффективности производства.
Гидравлические и управляющие блоки являются примером синергии механических и цифровых технологий, обеспечивая точность и надежность машин для литья пластмасс под давлением.
Механизмы подачи и выброса
Блок кормления
Theблок кормленияОбеспечивает бесперебойную подачу сырья из пластика в литьевую машину. Обычно она состоит из бункера и подающего шнека. Бункер накапливает пластиковые гранулы и направляет их в цилиндр, где происходит их плавление. Сила тяжести и контролируемые вибрации обеспечивают плавную подачу гранул, предотвращая засоры и сбои в процессе производства.
Современные устройства подачи часто оснащены передовыми функциями, такими как системы сушки материала. Эти системы удаляют влагу из гранул, что критически важно для поддержания качества расплава и предотвращения дефектов в конечном продукте. Кроме того, автоматизированные механизмы подачи повышают эффективность, синхронизируя подачу материала с рабочей скоростью машины. Такая синхронизация минимизирует потери материала и обеспечивает бесперебойность производственных циклов.
Блок выброса
Theблок выбросаИграет важную роль в извлечении отформованной детали из полости формы после охлаждения. Для извлечения готового изделия без повреждения используются выталкиватели, пластины или струя воздуха. Точность времени и усилия выталкивания крайне важна для сохранения целостности отформованной детали и предотвращения таких дефектов, как коробление или трещины.
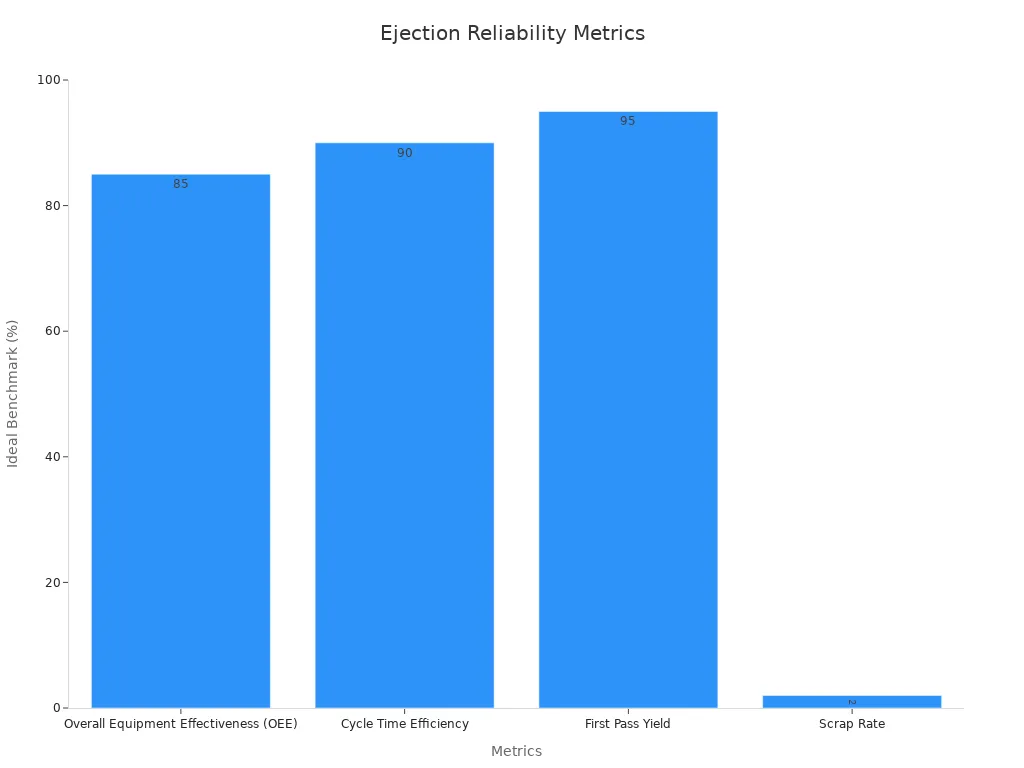
Надёжные устройства выталкивания значительно сокращают время простоя производственного цикла. Их эффективность подтверждается такими показателями, как общая эффективность оборудования (OEE), эффективность цикла и выход годных изделий с первого прохода (FPY). Например:
| Метрическая | Описание | Идеальный эталон |
|---|---|---|
| Общая эффективность оборудования (OEE) | Измеряет эффективность производства; рассчитывается на основе доступности, производительности и качества. | ~85% |
| Эффективность времени цикла | Отслеживает время, необходимое для завершения одного производственного цикла; сокращение времени повышает производительность. | 90% или выше |
| Доходность после первого прохода (FPY) | Процент продукции, изготовленной правильно с первого раза; высокие значения указывают на эффективные процессы. | >95% |
| Коэффициент брака | Процент отбракованных материалов; более низкие показатели повышают рентабельность. | <2% |
Усовершенствованные системы выталкивания оснащены датчиками для динамического контроля и регулировки силы выталкивания. Эти инновации обеспечивают стабильное качество деталей, минимизируя износ пресс-формы и компонентов машины. Регулярное техническое обслуживание узла выталкивания дополнительно повышает его надежность и продлевает срок службы.
Машина для литья пластмасс под давлением оснащена передовыми компонентами, обеспечивающими исключительную производительность. Каждая деталь вносит свой вклад в эффективность, качество и надежность производства. Освоение этих систем гарантирует оптимальные результаты.
| Метрическая | Описание |
|---|---|
| Эффективность производства | Отражает эффективность преобразования сырья в готовую продукцию. |
| Коэффициент брака | Указывает процент продукции, не соответствующей стандартам качества. |
| Время простоя машины | Влияет на эффективность производства и эксплуатационные расходы, что имеет решающее значение для прибыльности. |
Понимание этих показателей подчеркивает роль машины в достижении стабильно высокого качества продукции.
Часто задаваемые вопросы
1. Какие материалы можно использовать в машинах для литья пластмасс под давлением?
Машины для литья пластмасс под давлением обрабатывают термопластики, такие как АБС, полипропилен и нейлон. Они также работают с конструкционными пластиками, такими как поликарбонат и ПЭЭК.
2. Как контроль температуры влияет на качество продукции?
Точный контроль температуры обеспечивает равномерное качество расплава, снижает количество дефектов и повышает размерную точность. Он предотвращает деградацию материала во время длительных циклов обработки.
3. Какие методы технического обслуживания повышают производительность машины?
Регулярная смазка, проверка гидравлической системы и очистка подающих устройств предотвращают износ и простои. Датчики контроля обеспечивают стабильную работу и продлевают срок службы машины.
Время публикации: 28 мая 2025 г.