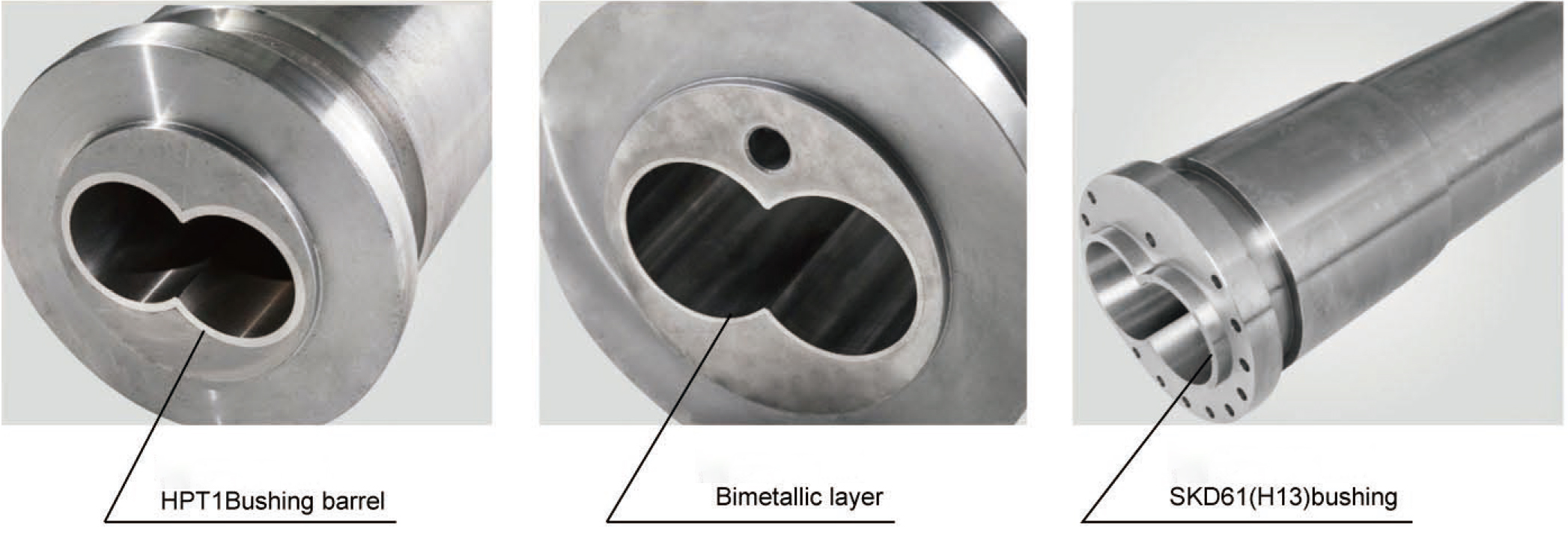
Конический двухшнековый цилиндр для пола SPC
| Модели | |||||||
| 45/90 | 45/100 | 51/105 | 55/110 | 58/124 | 60/125 | 65/120 | 65/132 |
| 68/143 | 75/150 | 80/143 | 80/156 | 80/172 | 92/188 | 105/210 | 110/220 |
1.Твердость после закалки и отпуска: HB280-320.
2.Твердость после азотирования: HV920-1000.
3.Глубина азотированного слоя: 0,50-0,80 мм.
4.Азотированная хрупкость: ниже 2-го класса.
5.Шероховатость поверхности: Ra 0,4.
6.Прямолинейность винта: 0,015 мм.
7.Твердость поверхностного хромирования после азотирования: ≥900HV.
8.Глубина хромирования: 0,025~0,10 мм.
9.Твердость сплава: HRC50-65.
10.Глубина сплава: 0,8~2,0 мм.

Применение шнека в производстве напольных покрытий SPC имеет несколько аспектов: Смешивание материалов: Шнек — один из важных инструментов для производства материалов, необходимых для напольных покрытий SPC. Он смешивает ПВХ с другими добавками (такими как пластификаторы, стабилизаторы и т.д.) для получения композитного материала, необходимого для производства напольных покрытий SPC. Пластификация: Шнек пластифицирует ПВХ под воздействием высокой температуры и механического воздействия.
Вращающийся шнек нагревает и перемешивает ПВХ-материал внутри цилиндра, делая его размягчённым и пластичным для последующего формования. Выдавливание: После процесса пластификации шнек выдавливает пластифицированный материал из цилиндра, регулируя скорость вращения и давление. С помощью такого оборудования, как пресс-формы и прессовальные ролики, материал формуется в виде напольных панелей SPC. Вкратце, применение шнекового барабана в области производства напольных покрытий SPC в основном сосредоточено на смешивании, пластификации и выдавливании материала. Он является ключевым инструментом в производстве напольных покрытий SPC, гарантируя требуемые эксплуатационные характеристики и качество материала.