

Я доверяю цилиндру шнека ПВХ-трубы для экструзии, потому что он изготовлен из высококачественной легированной стали и имеет современные покрытия. Я вижу, как эти характеристики помогают ему выдерживать высокие температуры, давление и износ. По сравнению со стандартными вариантами, премиальный вариантТруба ПВХ одношнековая цилиндрическаяслужит до шести раз дольше. Я также полагаюсь наодношнековый цилиндр для выдувного формованияиОдношнековый экструдер для труб из полиэтиленадля тяжелой работы.
Материал и конструкция шнека для экструзионной трубы из ПВХ

Выбор высококачественной легированной стали
Выбирая цилиндр для экструзионной трубы из ПВХ, я обращаю внимание на легированную сталь. Правильная сталь играет решающую роль в долговечности и производительности. Я полагаюсь на такие материалы, как38CrMoAlA и 42CrMoпотому что они предлагаютвысокая прочность и отличная износостойкостьЭти стали выдерживают жёсткие условия экструзии, включая высокие температуры и давление. Я также ищу цилиндры с биметаллическими вкладышами или покрытием из нержавеющей стали, когда мне нужна дополнительная защита от коррозии, вызванной хлорсодержащими соединениями ПВХ.
Вот некоторые из наиболее распространенных легированных сталей и их применение:
| Легированная сталь / Материал | Ключевые характеристики | Применение в шнековых цилиндрах из ПВХ |
|---|---|---|
| AISI 4140 | Хорошая прочность, поддается термообработке, широко доступен | Стандарт для большинства винтовых цилиндров из ПВХ |
| AISI 4340 | Более высокая прочность, лучшее проникновение при термообработке | Используется для глубоких витков или винтов малого диаметра. |
| Нитраллой 135-М | Алюминий для азотирования, улучшенная износостойкость | Азотированные поверхности для увеличения срока службы |
| Нержавеющая сталь 17-4 PH | Прочный, устойчивый к коррозии | Винты меньшего размера, требующие коррозионной стойкости |
| Инструментальные стали D2 и H13 | Высокая износостойкость, термообрабатываемость, коррозионная стойкость | Зоны повышенного истирания, втулки, пластифицирующие шнеки |
| Инструментальные стали CPM (CPM 10V и т. д.) | Превосходная стойкость к истиранию и коррозии | Наполненные компаунды, длительная износостойкость |
Я всегда выбираю марку стали, исходя из требований процесса экструзии. Высокопрочные легированные стали и биметаллические сплавы дают мне уверенность в том, что цилиндр шнека для экструзионной трубы из ПВХ прослужит долгие годы при интенсивной эксплуатации.
Усовершенствованная обработка поверхности и твердость
Обработка поверхности играет огромную роль в долговечности моих шнековых цилиндров. Я использую азотирование для создания твёрдого слоя на стали, который может достигать твёрдости до 70 HRC. Этот слой устойчив к износу и нагрузкам, даже когда цилиндр подвергается воздействию высокого давления и температуры. Хромирование делает поверхность гладкой и снижает трение, облегчая очистку и улучшая текучесть расплава. Иногда я выбираю биметаллические сплавы или покрытия из карбида вольфрама для ещё большей износостойкости.
Совет: Азотирование образует слой нитрида толщиной около 0,5–0,8 мм, который защищает ствол от износа и коррозии. Хромовое покрытие, обычно толщиной 10–50 микрон, сохраняет поверхность гладкой и помогает предотвратить накопление материала.
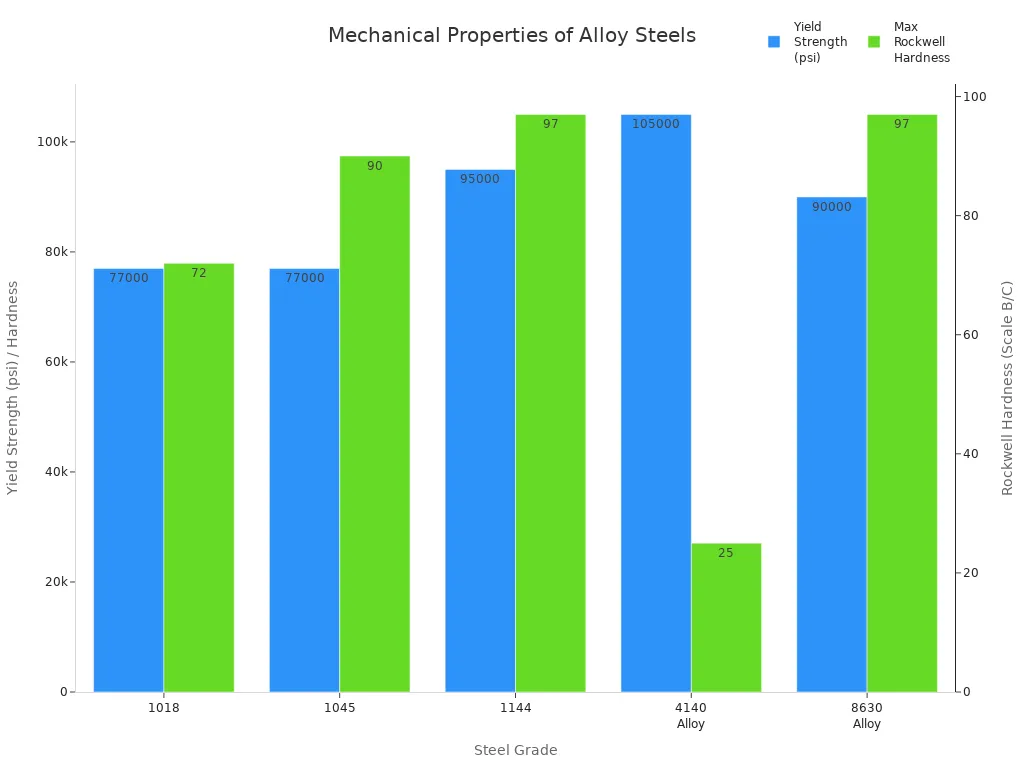
Вот краткий обзор механических свойств сталей, которые я использую:
| Марка стали | Предел текучести (фунты на квадратный дюйм) | Твердость по Макс Роквеллу (шкала) | Заметки о свойствах и использовании |
|---|---|---|---|
| Сплав 4140 | 60 000 – 105 000 | С20 – С25 | Прочный, пластичный, износостойкий |
| 17-4 PH нержавеющая сталь | 110,000 | С40 | Прочный, устойчивый к коррозии |
| Инструментальная сталь D2 | 90,000 | С55 | Высокая износостойкость, устойчивость к коррозии |
Я всегда подбираю обработку поверхности под тип пластика и используемые добавки. Благодаря этому мой шнек для экструзии ПВХ-труб остаётся надёжным и эффективным.
Точность изготовления и структурная целостность
Точность изготовления — основа прочного цилиндра шнека. Я доверяю обработке на станках с ЧПУ обеспечение строгих допусков, иногда достигающих ±0,01 мм. Такая точность обеспечивает идеальное сцепление шнека и цилиндра, что критически важно для эффективной транспортировки и смешивания ПВХ. Я уделяю особое внимание геометрии шнека: виткам, глубине канала, шагу и степени сжатия. Эти характеристики помогают мне контролировать давление и температуру, предотвращая деградацию материала.
- Я использую вакуумные вентиляционные секции и смесительные элементы для удаления захваченных газов и тщательного смешивания добавок.
- Нагревательные элементы и охлаждающие каналы в цилиндре позволяют мне контролировать температурные зоны, поддерживая стабильность расплава.
- Интегрированные системы управления позволяют мне контролировать и корректировать процесс в режиме реального времени, поддерживая точность размеров и предотвращая дефекты.
Если я замечаю какой-либо износ или отклонение размеров, я действую быстро. Даже небольшие изменения могут снизить производительность конвейера и эффективность пластификации, что приводит к неровностям стенок трубы или нерасплавленным частицам. Поддерживая точность, я гарантирую стабильное качество и длительный срок службы моего экструзионного шнека для ПВХ-труб.
Конструкция и эксплуатационные преимущества винтового цилиндра для экструзии труб из ПВХ

Оптимизированная геометрия шнека и равномерная подача
При выборе шнекового цилиндра для экструзии ПВХ-труб я уделяю особое внимание геометрии шнека. Правильная конструкция помогает добиться плавной и равномерной подачи ПВХ-материала. Я ищу характеристики, обеспечивающие эффективную транспортировку и смешивание. Вот некоторые ключевые элементы конструкции, которые я учитываю:
- Углубленные пролеты и каналы в секции конвейера обеспечивают быстрое перемещение материала без чрезмерного сдвига.
- Глубина канала уменьшается от зоны транспортировки к зоне дозирования, что обеспечивает баланс плавления и смешивания.
- Больший шаг лопастей перемещает больше материала с меньшим усилием, а реверсивные элементы помогают контролировать поток и улучшают смешивание.
- Секция подачи обеспечивает подачу материала и предотвращает засоры.
- В секции сжатия ПВХ плавится и смешивается с использованием тепла трения.
- Дозирующая секция обеспечивает равномерный выход расплавленного материала.
Я всегда слежу за тем, чтобы геометрия шнека соответствовала свойствам ПВХ и требованиям процесса экструзии. Тщательное проектирование помогает избежать дефектов и обеспечивает равномерный поток материала.
Если я замечаю какой-либо износ шнека, я действую быстро. Даже небольшие изменения геометрии могут привести к неравномерному потоку и дефектам готовой трубы. Поддерживая шнек в идеальном состоянии, я обеспечиваю высокое качество экструзии и сокращаю количество отходов.
Интегрированные системы отопления и охлаждения
Точный контроль температуры крайне важен для производства прочных и стабильных труб из ПВХ. Я использую современные системы нагрева и охлаждения, встроенные в цилиндр шнека. Эти системы помогают мне поддерживать нужную температуру на каждом этапе экструзии.
| Тип системы | Описание | Контекст приложения |
|---|---|---|
| Система отопления | Методы электрического нагрева, такие как индукционный и резистивный нагрев, применяемые снаружи ствола. | Обеспечивает тепло, необходимое для плавления ПВХ |
| Система охлаждения | Системы водяного или воздушного охлаждения: воздушное охлаждение для небольших экструдеров, водяное для более крупных | Предотвращает перегрев и поддерживает стабильную температуру |
Я использую датчики температуры для мониторинга процесса в режиме реального времени. Автоматизированные системы управления регулируют нагрев и охлаждение по мере необходимости. Эта система поддерживает постоянную температуру расплава, что важно для качества труб и точности размеров.
- Контроль температуры в каждой зоне обеспечивает полное и равномерное расплавление ПВХ.
- Правильная температура штампа предотвращает провисание трубы или ее преждевременное затвердевание.
- Системы охлаждения помогают трубе сохранять форму и снижают внутреннее напряжение.
Благодаря этим системам я могу быстро приспосабливаться к изменениям и избегать таких дефектов, как неровные стены или шероховатые поверхности.
Устойчивость к износу, коррозии и высокому давлению
Шнековый цилиндр для экструзионных труб из ПВХ подвергается воздействию сложных условий. Я выбираю цилиндры из специальных сплавов с современными покрытиями, устойчивыми к износу и коррозии. При обработке ПВХ может выделяться соляная кислота, которая разъедает обычную сталь. Чтобы предотвратить это, я использую биметаллические цилиндры с никелевым покрытием и твёрдым покрытием, например, карбидом вольфрама.
- Адгезионный износ происходит при трении металлических деталей друг о друга.
- Абразивный износ возникает из-за наполнителей в ПВХ, таких как стекловолокно или минералы.
- Коррозионный износ вызывается химическими веществами, выделяющимися в процессе обработки.
Я также слежу за тем, чтобы материалы шнека и цилиндра совпадали. Это предотвращает проблемы, связанные с разной степенью расширения при нагревании. Регулярные проверки и техническое обслуживание помогают мне своевременно выявлять износ и избегать серьёзного ремонта.
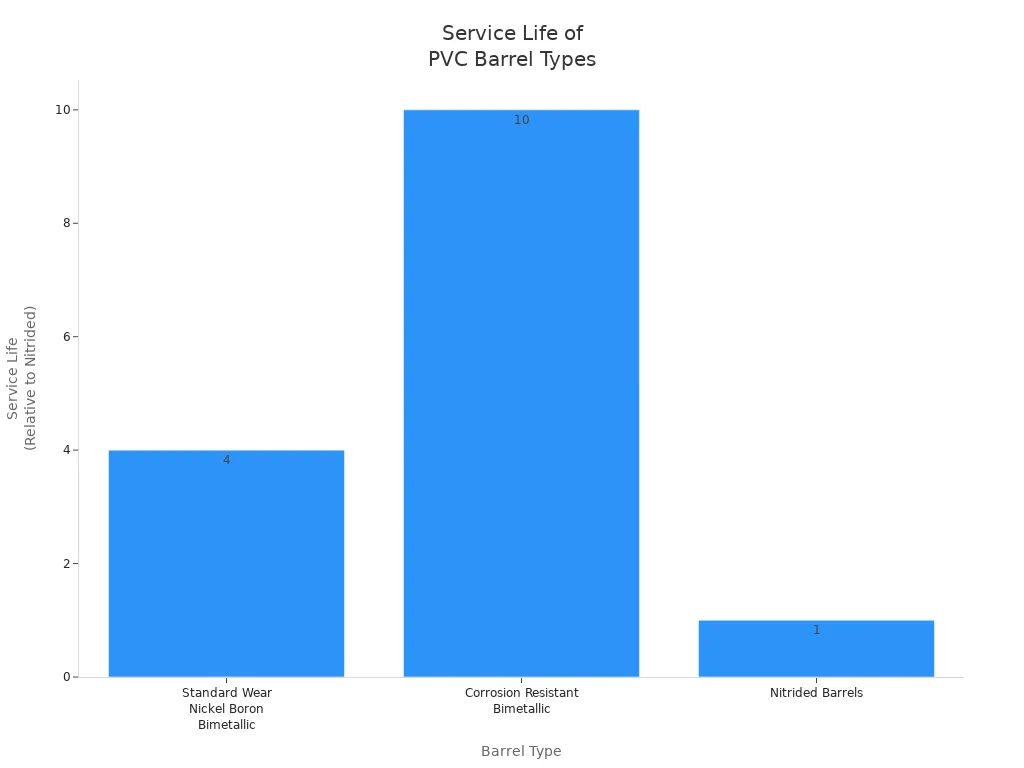
| Тип ствола | Износостойкость | Коррозионная стойкость | Срок службы по сравнению с азотированными стволами |
|---|---|---|---|
| Стандартный износ никель-боровый биметаллический | Отличная стойкость к истиранию | Умеренная коррозионная стойкость | Как минимум в 4 раза дольше |
| Коррозионностойкий биметаллический | Отличная износостойкость | Отлично защищает от HCl и кислот | Более чем в 10 раз дольше в коррозионных средах |
| Азотированные стволы | Высокая твердость поверхности | Плохая коррозионная стойкость | Базовый уровень (1x) |
Используя эти материалы и конструкции, я продлеваю срок службы своего оборудования и поддерживаю бесперебойную работу производства даже в условиях высокого давления и с использованием абразивных материалов.
Стабильное качество экструзии и длительный срок службы
Я знаю, что стабильное качество — ключ к успеху в производстве ПВХ-труб. Я отслеживаю важные параметры, такие как температура, давление и скорость, чтобы поддерживать стабильность процесса. Я использую точные инструменты для проверки размеров труб и выявления поверхностных дефектов. Автоматизированные системы помогают мне выявлять проблемы на ранних стадиях и контролировать процесс.
- Я отслеживаю объемы производства, уровень дефектности и потребление энергии для оценки производительности.
- Регулярное техническое обслуживание и проверка соосности помогают мне избегать простоев.
- Прочные шнековые цилиндры с биметаллическим покрытием сокращают необходимость остановок для ремонта.
Приобретая высококачественный шнек для экструзии ПВХ-труб, я сталкиваюсь с меньшим количеством поломок и отходов. Расходы на техническое обслуживание снижаются, и мне становится проще перерабатывать переработанные материалы. Кроме того, я замечаю снижение энергопотребления, поскольку оборудование работает эффективнее.
По моему опыту, эти преимущества приводят к значительной экономии средств и повышению производительности. Я могу соблюдать сроки поставок и радовать своих клиентов.
Я инвестирую в винтовой цилиндр из ПВХ для экструзии труб, потому что он обеспечивает длительную работу и стабильное качество труб.
- Модульная конструкция ствола и современные материалы сокращают время простоя и затраты на техническое обслуживание.
- Регулярные проверки и правильное нанесение покрытий помогают мне соблюдать отраслевые стандарты.
| Выгода | Результат |
|---|---|
| Высокая прочность | Снижение эксплуатационных расходов |
| Передовые технологии | Повышение удовлетворенности клиентов |
Часто задаваемые вопросы
Как обслуживать шнековый цилиндр ПВХ-трубы для экструзии?
Регулярно чищу ствол. Осматриваю на предмет износа и коррозии. Быстро меняю изношенные детали. Использую рекомендуемые смазочные материалы и слежу за температурными режимами.
Совет: проводите ежемесячные проверки, чтобы заметить ранние признаки износа.
Какая обработка поверхности лучше всего подходит для экструзии ПВХ с высокой степенью истирания?
Для большинства задач я предпочитаю азотирование. При обработке абразивных составов я использую биметаллические или карбид-вольфрамовые покрытия. Такая обработка продлевает срок службы и предотвращает износ.
Можно ли настроить геометрию винта под разные размеры труб ПВХ?
Я работаю с производителями, чтобы адаптироватьдиаметр винта, шаг и глубина спирали. Индивидуальная геометрия помогает мне добиться оптимального течения расплава и стабильного качества труб любого размера.
| Возможность настройки | Выгода |
|---|---|
| Диаметр | Соответствует толщине трубы |
| Подача | Контролирует материальный поток |
| Глубина полета | Улучшает качество смешивания |

Время публикации: 27 августа 2025 г.